- Product display
- 产品展示
数控角成型机TOP-FA·DML3780

应用领域
■该机型用于加工冷轧板、铝板、镀锌板等行业的角部双角同时成型,广泛用于开关柜门、盖板、铝单板幕墙、配电盘、容器盖、家用电器、仪器仪表等领域。
技术特征
■该机型具备双角同时成型功能,在门板介于780mm—2800mm以内时,由伺服电机控制门板大小尺寸,在加工时由人工或机器人将门板放入成型模具内,机械臂自动将门板定位,然后双机同时工作,进入滚压拉伸状态,机器返程后,再将另外两个角放入模具内,机器又开始双角成型,仅两个动作门板即可完成,加工一个大门板大约40秒,比单机快20秒,四个角部的成型,大大提高了生产的效率。
■该机型在门板小于780mm以内时,双角成型机可转换成两台单机,由两个人分别进行门板角部成型的操作,非常方便灵活运用。该机型工件高度可以灵活多变,在折边高度变化时,只需更换成型内模即可实现理想高度。该机型在加工304以上材质时,由于304以上材质的特性,剪切刀磨损较快,需要及时更换剪刀,本机型是国际上先进的一款机型。
| 技术参数 | 内容 | |||
| 机器型号 | TOP-FA·DML3780 | |||
| 加工范围(mm) | 材质 | 板厚 | 翻边高度(mm) | 角部R |
一般冷轧板 | 0.6 | <10 | 1.5-30 | |
| 0.8-1.2 | <20 | 1.5-30 | ||
| 冷轧板 | 1.5 | <25 | 1.5-30 | |
| 2.0-3.0 | <30 | 1.5-30 | ||
| 铝板 | 1-3 | 同冷轧板齐平 | 1.5-30 | |
| 成型剪切一个角的时间 | 约7秒 | |||
| 加工长度范围 | 780mm-2800mm | |||
| 加工完成四个角的时间 | 约32秒 | |||
| 模具配置 | 成型滚模、成型方模、剪切刀具 | |||
| 主电机功率(KW) | 8 | |||
| 机器外形尺寸(长×宽×高)(mm) | 5860*1820*2230 | |||
| 机器重量(kg) | 5350 | |||
双角成型机标准型号TOP-FA·DML3780 加工范围780mm-1900mm
数控角成型机TOP-FA·D3150

应用领域
■该机型用于加工冷轧板、铝板、不锈钢等钣金行业的角部成型。
■广泛用于开关柜门、盖板、铝单板幕墙、配电盘、容器盖、家用电器、仪器仪表,实验室平台,保险柜等领域。
技术特征
■此型号设备有机械臂自动定位工件装置,改变之前人力拉工件找加工件左右对称的方式,增强成型效果。方便机器人连接设备自动化生产,提高生产效率,减少人工成本。
有两把剪切刀,分为内剪切刀和外平台剪切刀。內剪适合加工尺寸较大的工件,且折弯高度固定的产品,减少生产时工件移动次数,减少工人劳动负担。外剪适合加工不锈钢产品、R角较大工件加工。单剪和双剪成型效果一样。
■设备有四种成型方式选择:
(1)将预先折弯的钣金件放在成型三角内模手拉紧板材后,踩成型脚踏开关,依次压料压紧,成型滚模下行,成型到下位后剪切,成型完成各部位回位。
(2)手拉自动 :点手拉自动变红时,手拉紧板材后角部自动成型,无需踩成型脚踏开关。
(3)感应自动:点感应自动变红时,板材放在方模后角部自动成型,无需踩成型脚踏开关。
(4)脚踏自动:点脚踏自动变红时,板材放在方模后,踩脚踏开关角部自动成型。
技术参数 | 内容 | |||
机器型号 | TOP-FA·D3150(双剪) | |||
加工范围(mm) | 材质 | 板厚 | 翻边高度(最大30mm) | 角部R |
一般冷轧板 | 0.6 | <10 | 1.5-50 | |
一般冷轧板 | 0.8-1.2 | <20 | 1.5-50 | |
冷轧板 | 1.5 | <25 | 1.5-50 | |
冷轧板 | 2.0-3.0 | <30 | 1.5-50 | |
304以上材质不锈钢 | 0.5-2.5 | 比冷轧板边高减少1-2mm | 1.5-50 | |
铝板 | 1-3 | 同冷轧板齐平 | 1.5-50 | |
成型剪切一个角的时间 | 约7秒 | |||
加工完成四个角的时间 | 约32秒 | |||
模具配置 | 成型滚模、成型方模、剪切刀具 | |||
交流伺服电机 | 富士/日本 | |||
气动系统 | 亚德客/台湾 | |||
PLC | 永宏/台湾 | |||
低压电器件 | 施耐德/法国 | |||
液压阀 | 华德/中国 | |||
主电机功率(KW) | 4 | |||
机器外形尺寸(长×宽×高)(mm) | 1700*1370*1970 | |||
机器重量(kg) | 1650 | |||
数控角成型机FA-NC3150

应用领域
技术特征
■此型号设备有机械臂自动定位工件装置,改变之前人力拉工件找加工件左右对称的方式,增强成型效果,方便机器人连接设备自动化生产,提高生产效率,减少人工成本。
1、适合高低压电气柜、空气能热泵顶盖、文件柜、防爆电器、空调外机等门板产品的加工。
2、改变传统角部焊接、打磨的加工方式,用角成型设备直接拉伸成型,拉伸余料由平台剪切刀剪切,这样工件就不用焊接和打磨了,解决人工焊接、打磨、人力成本高,不好招工的问题,也解决焊接产品时间长角部生锈的问题,加工出来的产品美观漂亮,产品质量、品质都提升一个档次;
3、在拉伸范围内工件折弯成型高度可灵活多变,加工范围内板材厚度都可以加工,适合加工冷轧板、304不锈钢、铝板、铜板等板材的加工。设备加装安全光幕防护,使生产过程更加安全,人性化。
■设备有四种成型方式
(1)将预先折弯的钣金件放在成型三角内模上手拉紧板材后,踩成型脚踏开关,依次压料压紧,成型滚模下行,成型到下位后剪切,成型完成各部位回位。
(2)手拉自动:点手拉自动变红时,手拉紧板材后角部自动成型,无需踩成型脚踏开关。
(3)感应自动:点感应自动变红时,板材放在成型方模后角部自动成型,无需踩成型脚踏开关。
(4)脚踏自动:点脚踏自动变红时,板材放在成型方模后,踩脚踏开关角部自动成型。
| 技术参数 | 内容 | |||
| 机器型号 | FA-NC3150 | |||
| 加工范围(mm) | 材质 | 板厚 | 翻边高度(mm) | 角部R |
| 一般冷轧板 | 0.6 | <10 | 1.5-50 | |
| 一般冷轧板 | 0.8-1.2 | <20 | 1.5-50 | |
| 冷轧板 | 1.5 | <25 | 1.5-50 | |
| 冷轧板 | 2.0-3.0 | <30 | 1.5-50 | |
| 304以上材质不锈钢 | 0.5-2.5 | 比冷轧板边高减少1-2mm | 1.5-50 | |
| 铝板 | 1-3 | 同冷轧板齐平 | 1.5-50 | |
| 成型剪切一个角的时间 | 约9秒 | |||
| 加工完成四个角的时间 | 约60秒 | |||
| 模具配置 | 成型滚模、成型方模、剪切刀具 | |||
| 交流伺服电机 | 富士/日本 | |||
| 气动系统 | 亚德客/台湾 | |||
| PLC | 永宏/台湾 | |||
| 低压电器件 | 施耐德/法国 | |||
| 液压阀 | 华德/中国 | |||
| 主电机功率(KW) | 4 | |||
| 机器外形尺寸(长×宽×高)(mm) | 1720*1330*1770 | |||
| 机器重量(kg) | 1360 | |||
数控角成型机E3150(单剪)

应用领域
技术特征
■该机型为经济款,人工将门板放入成型模具上,人工需将门板轻轻向怀里拉,然后压料板自动将门板复位,成型滚模做拉伸运动,成型后换位将拉伸多余废料剪切平整,在更换板厚时,需人工用工具将间隙调整到需要的位置,便可批量工作,成型效果非常好,是一款深受客户好评的包角机。
| 技术参数 | 内容 | |||
| 机器型号 | E3150 | |||
| 加工范围(mm) | 材质 | 板厚 | 翻边高度(mm) | 角部R |
| 一般冷轧板 | 0.6 | <10 | 1.5-50 | |
| 一般冷轧板 | 0.8-1.2 | <20 | 1.5-50 | |
| 冷轧板 | 1.5 | <25 | 1.5-50 | |
| 冷轧板 | 2.0-3.0 | <30 | 1.5-50 | |
| 304以上材质不锈钢 | 0.5-2.5 | 比冷轧板边高减少1-2mm | 1.5-50 | |
| 铝板 | 1-3 | 同冷轧板齐平 | 1.5-50 | |
| 成型剪切一个角的时间 | 约9秒 | |||
| 加工完成四个角的时间 | 约60秒 | |||
| 模具配置 | 成型滚模、成型方模、剪切刀具 | |||
| 气动系统 | 亚德客/台湾 | |||
| PLC | 永宏/台湾 | |||
| 低压电器件 | 施耐德/法国 | |||
| 液压阀 | 华德/中国 | |||
| 主电机功率(KW) | 4 | |||
| 机器外形尺寸(长×宽×高)(mm) | 1600*970*1600 | |||
| 机器重量(kg) | 1150 | |||
侧面冲孔机 PHL-15

应用领域
技术特征
■此设备为数控角成型机配套设备,解决客户产品侧面打孔问题。工件用成型机成型之后,如果离角部近有固定螺丝孔,则孔容易变形。使用本设备是解决侧面打孔,避免角部孔变形完美方案。
铝单板尖角成型机

应用领域
本机针对铝单板行业技术标准设计的专用设备;
本机适用于铝单板幕墙内饰板四个角90°尖角,幕墙整体安装拼接角部无缝隙;
技术特征
铝单板尖角成型机配合数控角成型机使用使加工生产铝单板速度快,四个尖角外形美观统一,产品质量稳定可靠。
铝单板加工免打磨、免焊接;省去传统开角、焊接、打磨等繁琐加工方式。
使用方法
1、先将铝单板在折弯机上将4个边折好,角部预留。
2、在数控角成型机上初始成型。
3、初始成型后的铝单板4个角,分别放入尖角成型机上整形。
4、减掉多余飞边。
型号 | LDB-J-50铝单板尖角成型机 |
加工板材厚度(mm) | 0.8mm--3.0mm |
加工工件尺寸(mm) | 150*150--无限大 |
设备外形尺寸 (L*W*H)(mm) | 1300*900*1650 |
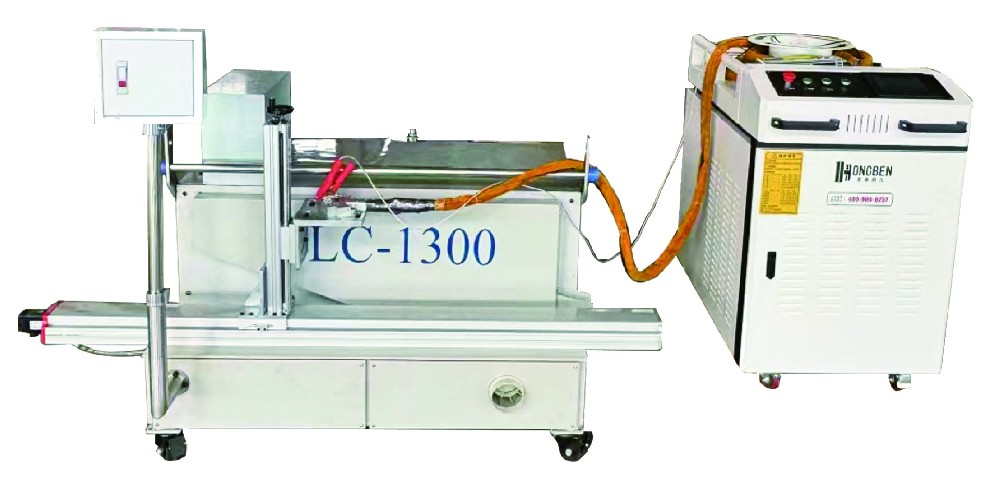
激光焊接平台
应用领域
技术特征
| 型号 | LC-1300 |
| 激光器类型 | 连续光纤激光器 |
| 峰值输出功率 | 1500W |
| 功率调节范围 | 10%-100% |
| 激光中心波长 | 1060-1080nm |
| 输出方式 | 连续/调制 |
| 最大调制频率 | 50kHz |
| 功率不稳定性 | <3% |
| 光纤输出接口 | QBH |
| 指示系统 | 红光 |
| 光纤长度 | 10m |
| 焊枪类型 | 左右摆动振镜焊接头 |
| 准直焦距 | 60mm |
| 聚焦焦距 | 150mm |
| 送丝直径 | 0.8、1.0、1.2、1.6 |
| 焊枪重量 | 0.7KG |
| 保护气方式 | 同轴保护 |
| 焊缝宽度可调幅度 | 0-6mm |
| 工作环境温度 | 10-40℃ |
| 工作环境湿度 | <70% |
| 工作电压 | 380V/220V |
液压数控下传动折弯机

应用领域
产品型号
液压数控下传动折弯机XD-3512
液压数控下传动折弯机XD-6020
液压数控下传动折弯机XD-1030
技术特征
1、工作速度快,快慢速转换时没有充液停顿,回程没有泄压再起压过程,一个行程时间短,工作速度比现有下动式折弯机提高50%左右。
2、编程简单,无需板厚、板宽、上模、下模、材料抗拉强度等编程参数,角度用手轮直接调整出来。一般工人5分钟就可学会。
上传动编程至少2小时。
3、维护成本低,没有比例阀,不受磨损影响,故障率很低。节能降耗,工作时候能够省电,降低消耗,比现有下动式折弯机省电50%以上。
4、采用光栅尺推至Y轴任意位置上、下及定位。
5、无极调速,根据工作要求,速度可以任意调整范围
10%-150%,能够更有效的完成批量加工生产任务。
6、控制系统采用专业数控系统Nc9或NC10,带有触摸式线控方向盘,电子手轮控制微调上下模口对线及后挡料微调。
7、配有角成型机专用折弯下模,成型效果非常好。
技术规格Technical specification | 单位 | XD-3512 | XD-6020 | XD-1030 | |
公称力 Nominal pressure | kN | 350 | 600 | 1000 | |
工作台长度Length of table | mm | 1200 | 2020 | 3000 | |
立柱间距离Distance between housings | mm | 1000 | 1700 | 2550 | |
喉口深度Throat | mm | 200-250 | 400 | 400 | |
工作台(滑块)行程Stroke of working table | mm | 100-103 | 100-103 | 100-103 | |
最大开口高度Max. open height | mm | 430-435 | 430-435 | 430-435 | |
最大装模高度max. die setting height | mm | 310-315 | 310-315 | 310-315 | |
下工作台行程速度Speed of lower working table | 接近速度approaching | mm/s | 37-47 | 52-65 | 37-47 |
折弯速度bending | 7.5-1.0 | 7.0-8.5 | 7.5-9.2 | ||
返回速度returning | 47-55 | 52 | 47-66 | ||
油缸数Number of hydro-cylinder | 个 | 1 | 3 | 3 | |
主电机功率main motor | kW | 3 | 5.5 | 7.5 | |
机器精度 Machine precision | 滑块重复精度 Slide repeating | mm | ≤±0.01 | ≤±0.01 | ≤±0.01 |
滑块定位精度 Slide positioning | mm | ≤±0.02 | ≤±0.02 | ≤±0.02 | |
后挡料重复定位精度Back gauge repeat positioning | mm | ≤±0.02 | ≤±0.02 | ≤±0.02 | |
工作精度 Working precision | 工作直线度 Work straightness | mm | 0.15/m | 0.15/m | 0.15/m |
折弯角度误差 Bending angle error | ′ | <±15 | <±15 | <±15 | |
机器重量Net weight | kg | 1900 | 3500 | 6500 | |
机器外形尺寸(长*宽*高)Overall dimension | mm | 1320*1300*2170 | 2100×1580×2240 | 3410×1560×2560 | |
油箱容量Hydraulic tank capacity | L | 33.0 | 51.0 | 70.0 | |
4+2叠加式转塔母线加工机

应用领域
4+2叠加式转塔母线加工机
技术特征
冲孔单位(4+2)结构即四个单孔+2个四孔组合,转盘大小叠加互动式,六套模具共享,无需更换模具。需要单孔冲时,只需把单孔模具手动变换一下角度,铜排划好冲孔位置线用电光灯定位后即可冲孔,方便快捷
四孔冲的优势在于更大限度的提高工效,降低工人的劳动强度,冲孔时铜铝排无需横向移动,高质量的模架结构保证了冲孔的精度,大大降低了模具的损耗,实现了冲孔加工的新突破。
剪切采用前托料、后压料同步剪切,剪切工件双切面垂直,没有废料。
铜铝排折弯过程中采用PLC与光栅尺控制,角度可控,任意选择,精度高,效率快。
规格型号 | 903DZTSK | 903DZTSK-2 | 903DZTSK-3 | 903DZTSK2 | 903DZTSK2-2 | 903DZTSK2-3 | |
冲孔模位数量 | 单孔冲四个模位、四孔冲两个模位 | ||||||
冲孔加工 | 最大冲孔力(KN) | 900 | 900 | 900 | 900 | 900 | 900 |
冲孔加工范围(mm) | φ4.3~φ25 | φ4.3~φ25 | φ4.3~φ25 | φ9~φ21 | φ9~φ21 | φ9~φ21 | |
最大加工厚度(mm) | 16 | 16 | 16 | 12 | 12 | 12 | |
最大加工宽度(mm) | 160 | 160 | 160 | 120 | 120 | 120 | |
剪切加工 | 最大剪切力(KN) | 500 | 500 | 500 | 500 | 500 | 500 |
最大剪切厚度(mm) | 16 | 16 | 16 | 16 | 16 | 16 | |
最大剪切宽度(mm) | 160 | 160 | 160 | 160 | 160 | 160 | |
折弯加工 | 最大折弯力(KN) | 300 | 300 | 300 | 300 | 300 | 300 |
最大折弯厚度(mm) | 16 | 16 | 16 | 16 | 16 | 16 | |
最大折弯宽度(mm) | 160 | 160 | 160 | 160 | 160 | 160 | |
折立弯加工 | 折弯宽度(mm) | 30~120 | 30~120 | 30~120 | 30~120 | 30~120 | 30~120 |
折U型弯 | 折弯范围(mm) | >80 | >80 | >80 | >80 | >80 | >80 |
工作台尺寸(mm) | 1400×1400×900 | ||||||
主电机功率(KW) | 5.5 | 5.5+4 | 5.5+2×4 | 5.5+2×4 | 5.5+2×4 | 5.5+2×4 | |
机器重量(T) | 1.4 | 1.5 | 1.6 | 1.4 | 1.5 | 1.6 | |
说明 | 工位交替使用 | 双工位同时工作 | 三工位同时工作 | 工位交替使用 | 双工位同时工作 | 三工位同时工作 | |
随机配件 | 冲孔模具八套 | φ7、φ9、φ11、φ13、φ17、φ21、φ11×15、φ13×17 | |||||
剪切模具一套 | 160 | ||||||
折弯模具四套 | 大平弯、小平弯、超级立弯、U型弯 | ||||||
压花模具 | 130×40 | ||||||
定制模具 | 常用四孔模具 | φ17×60、φ13×50、φ11×40、φ9×30(其余可根据用户要求特制) | |||||
303转塔式数控母线加工机

应用领域
本机主要加工各种规格的铜、铝母线,用户只要选择相应的加工单元,即可进行母线的冲/剪/折加工。生产效率较高,是高、低压电器制造行业的理想设备。
技术特征
梅花转塔八个模位,转塔部分为球墨铸铁(单孔使用寿命提高了三倍,整体使用寿命提高二十多倍),长、圆孔任意调配;剪切采用大吨位油缸,剪切工件双切面垂直;油泵备压减小,使用寿命提高数倍。
规格型号 | 303ZT | 303ZT-2 | 303ZT-3 | 303ZT | 303ZT-2 | 303ZT-3 | |
303ZTSK | 303ZTSK-2 | 303ZTSK-3 | 303ZTSK | 303ZTSK-2 | 303ZTSK-3 | ||
冲孔模位数量 | 冲孔八个模位 | ||||||
冲孔加工 | 最大冲孔力(KN) | 300 | 300 | 300 | 300 | 300 | 300 |
冲孔加工范围(mm) | φ4.3~φ25 | φ4.3~φ25 | φ4.3~φ25 | φ4.3~φ25 | φ4.3~φ25 | φ4.3~φ25 | |
最大加工厚度(mm) | 16 | 16 | 16 | 16 | 16 | 16 | |
最大加工宽度(mm) | 160 | 160 | 160 | 160 | 160 | 160 | |
剪切加工 | 最大剪切力(KN) | 500 | 500 | 500 | 500 | 500 | 500 |
最大剪切厚度(mm) | 16 | 16 | 16 | 16 | 16 | 16 | |
最大剪切宽度(mm) | 160 | 160 | 160 | 160 | 160 | 160 | |
折弯加工 | 最大折弯力(KN) | 300 | 300 | 300 | 300 | 300 | 300 |
最大折弯宽度(mm) | 160 | 160 | 160 | 160 | 160 | 160 | |
最大折弯厚度(mm) | 16 | 16 | 16 | 16 | 16 | 16 | |
折立弯加工 | 折弯宽度(mm) | 30~120 | 30~120 | 30~120 | 30~120 | 30~120 | 30~120 |
折U型弯 | 折弯范围(mm) | >80 | >80 | >80 | >80 | >80 | >80 |
工作台尺寸(mm) | 1400×1200×900 | ||||||
主电机功率(KW) | 4 | 2×4 | 3×4 | 4 | 2×4 | 3×4 | |
机器重量(T) | 1.2 | 1.3 | 1.45 | 1.2 | 1.3 | 1.45 | |
说明 | 工位交替使用 | 双工位同时工作 | 三工位同时工作 | 工位交替使用 | 双工位同时工作 | 三工位同时工作 | |
随机配件 | 冲孔模具八套 | φ7、φ9、φ11、φ13、φ17、φ21、φ11×15、φ13×17 | |||||
剪切模具一套 | 160 | ||||||
折弯模具四套 | 大平弯、小平弯、超级立弯、U型弯各一套,压花模具(130*40) | ||||||


 鲁公网安备 37061202000265号
鲁公网安备 37061202000265号